Killing storage pests without mercy
Author: Andrew Ridley, Philip Burrill and Pat Collins, Queensland Department of Agriculture and Fisheries | Date: 22 Jun 2016
Take home message
Results of trial fumigations conducted in 1,400 t silos to test the capability of these large storages have led the following conclusions:
- Recirculation greatly facilitates the distribution of gas in large silos
- Fumigation in large silos without recirculation results in much lower concentration in the base of the silo.
- Peak concentration of phosphine typically occur between day 4 and 6 and decline for the rest of the fumigation.
- The current pressure half-life standard (AS2628) of 5 minutes is appropriate for large silos and is vital for effective fumigation.
- Fumigations are likely to fail where there are points of gas / fresh air leaks in a silo. Pressure testing prior to fumigation is a vital step in identifying and locating gas leaks.
- Strongly phosphine resistant rusty grain beetle can only be controlled by extending fumigation time beyond the minimum label recommendation (of 20 d for blankets) or by implementing active recirculation.
Introduction
There are very few options available to growers to control storage pests when an infestation has been detected. Phosphine, sold in solid formulation of aluminium phosphide (AlP) under the trade names such as phostoxin® or fumitoxin® is by far the most common disinfestation treatment for stored grain.
The label was first written in the 1970’s for relatively small silos and other storages. A significant number of growers are now investing in large capacity (e.g. 1,500 t), flat bottom silos for storing grain on farm. We do not know whether the label directions are appropriate for these larger storages.
Coupled with this uncertainty is the development of strong phosphine resistance in the rusty grain beetle. The resistant populations of the rusty grain beetle, found at a number of sites in eastern Australia, are significantly harder to control than other pests and label rates may need to be updated.
Fan forced recirculation of gas in large silos helps to distribute phosphine and has been advised for some time. Recirculation is not a requirement on the current label but may be a cost effective way to perform better fumigations.
The aim of this trial was to answer the following questions:
- Can strongly resistant rusty grain beetle be controlled in large farm silos?
- Is the current Australian Standard (AS2628 – 5 min pressure half-life) for silo gas-tightness appropriate for large silos?
- What concentrations of phosphine are achieved under passive gas distribution and to what extent does that lengthen the fumigation?
- Do large silos need recirculation for effective fumigation?
- What is an acceptable recirculation air flow rate and system design for large silos?
Two silos, labelled A and B, were fumigated at label rates. The phosphine in silo A was dispersed by natural means (passive fumigation). The gas in silo B was recirculated (active fumigation) for the first five days of the fumigation. Phosphine concentrations were monitored at four centre sampling points (headspace and at 9, 5, and 1 m above the floor) and at three points around the base wall (North, 120° and 240°) of each silo. Silo A had a Pressure Half Life (PHL) of 7 minutes and 35 seconds and silo B had a PHL of 2 minutes and 10 seconds. Both silos were leaking air at the silo base entry door during the pressure tests indicating a location for potential gas loss and dilution of gas with fresh air from outside.
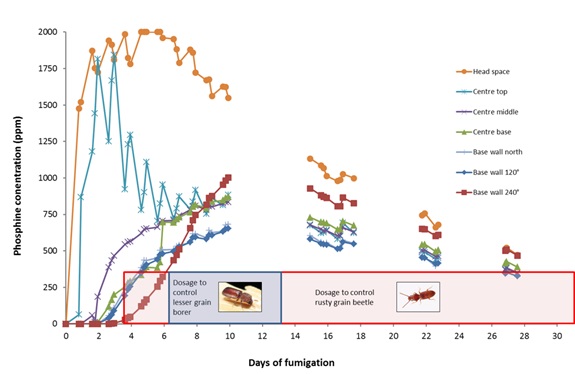
Figure 1. Phosphine concentrations measured in silo A (passive fumigation). The silo had a pressure half-life of 7 minutes and 30 seconds. The dosage (concentration x time) required to control phosphine-resistant lesser grain borer is indicted by the blue box and for phosphine-resistant rusty grain beetle by the red box.
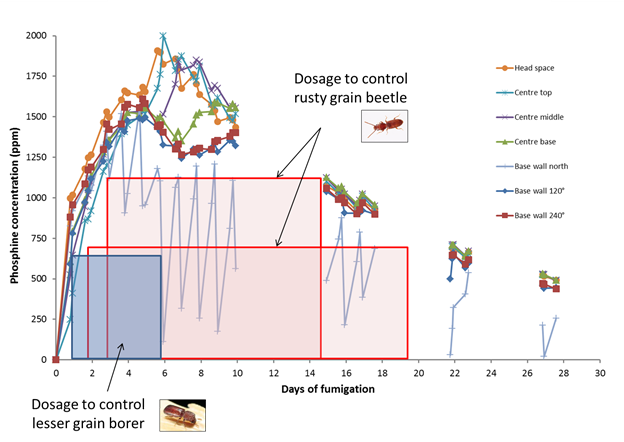
Figure 2. Phosphine concentrations measured in silo B (active fumigation). A recirculation system with an air-flow rate of 0.013 L/s/t was fitted to the silo and was run for the first five days of the fumigation. The silo had a below standard pressure half-life of 2 minutes 10 seconds. The dosage (concentration x time) required to control phosphine-resistant lesser grain borer is indicted by the blue box and for phosphine-resistant rusty grain beetle by the red boxes. Two alternative strategies to meet the required dose to control phosphine-resistant rusty grain beetle are shown. That is, a higher concentration, shorter exposure period and a lower concentration, longer exposure period.
Conclusions
- For phosphine fumigations, strongly phosphine resistant rusty grain beetle can only be controlled by extending fumigation time beyond the minimum label recommendation (of 20 d for blankets) or by implementing active recirculation in gas-tight, sealable silo (AS2628)
- The current pressure half-life standard (AS2628) of 5 minutes is suitable for large silos
- Fumigation without recirculation requires a fumigation period of over 30 days
- Recirculation significantly shortened the fumigation period required to 14 days
- The label recommendations for solid formulations of phosphine must be updated to allow effective control of strongly resistant rusty grain beetle
- Should label rate fumigations with phosphine fail, and rusty grain beetle is identified, consider an alternative treatments such as sulfuryl fluoride (Profume®)
Based on these conclusions, options for updating the label to ensure control of phosphine resistant rusty grain beetle include:
- Increase application rate to maintain current fumigation period of 20 days for passive fumigations
- Keep current application rate but extend the passive fumigation period possibly past 30 days
- Keep the current application rate but mandate active recirculation, and maintain or possibly reduce the fumigation period
- Increase the application rate, mandate active recirculation and reduce the fumigation period
Increasing the application rate (option 1) may be possible but would require APVMA approval and may require significant industry input to undertake residue testing etc. Increasing fumigation period (option 2) is viable but fumigations may become too long to be practical. This option is heavily reliant on silos being sealed to the Australian standard of a 5 min pressure half-life. Mandating recirculation (option 3) would require a small capital cost to retrofit silos. Increasing the application rate in conjunction with active fumigation (option 4) could reduce fumigation times to a week or less.
A number of issues would need to be resolved if any changes are to be made to the label:
Increase application rate
- Residue testing
- WHS provisions
Increase fumigation time
- Fumigating partially filled silos
- Fumigating highly sorptive commodities such as canola
Active recirculation
- Minimum flow rates
- Fan run times
Measuring the level of silo gas-tightness
Pressure tests were carried out on silos A and B before the fumigation and at the end of the fumigation before venting to measure silo gas-tightness. Silos were sealed and pressurised using a cordless leaf blower. Internal pressure was measured using a digital manometer (Exotech HD755) connected to the plumbing of the pressure relief valve which comes from the headspace down the side of the silo.
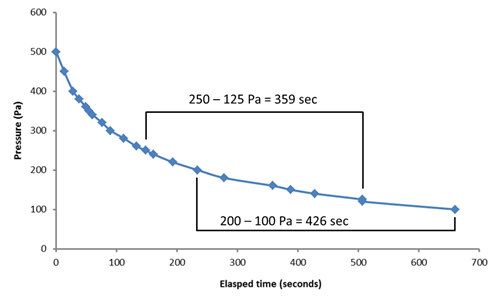
Figure 3. Pressure loss from silo A demonstrates that pressure is lost at a fast rate at higher pressures compared to lower pressures. The rate of pressure loss slows down as the pressure gets closer to atmospheric. This is why it is important to conduct pressure half-life tests using the industry AS2628 standard test method, 250 to 125 Pa.
Recirculation system fitted to silo B
A tube was connected to the pressure relief downpipe to 0.37Kw power fan (F370 Downfield, Toowoomba) positioned between the two aeration ducting trenches of the silo (Figure 4). A two way splitter was fitted to the end of a PVC pipe and two 50 mm tubes of equal length was connected to the silo aeration ducting using standard plumbing fittings. Valves (50mm) made it possible to seal the silo at the aeration ducting and isolate the fan for removal. (The short length of white PCV pipe (ID 0.15 m) was fitted to the output side of the fan for the purpose of measuring air flows during the trial.)

Figure 4. Philip Burrill (DAF Qld) measuring air-flow in the recirculation system. For easy to follow details on how to measure air-flow in silos see this link to the Stored Grain website on Testing Aeration.
Acknowledgements
The research was part of the project PBCRC3150 “An integrated approach to manage and resistance to phosphine in stored grain” supported by the PBCRC of which the GRDC is a partner. Trial fumigations were conducted at Balarang Lands (Weemelah) owned and operated by Jason and Lisa Orchin. We thank them for their support. The authors wish to thank Peter Hobday from AgriStorage and Logistics for assistance conducting the trial.
Contact details
Andrew Ridley
Department of Agriculture and Fisheries, Queensland
EcoSciences Precinct, Boggo Road, Dutton Park
Mb: 0491 215 268
Ph: 07 3255 4442
Email: andrew.ridley@daf.qld.gov.au
® Registered trademark
GRDC Project Code: PBCRC3150,
Was this page helpful?
YOUR FEEDBACK