Spray application manual
7 June 2025
Module 11: Pumps, plumbing and components
11.6: Pumps

Published 24 January 2025 | Last updated 20 January 2025
The most common types of pumps used on sprayers are diaphragm pumps (positive displacement), centrifugal pumps (non-positive displacement) and, to a lesser extent, roller pumps.
Before selecting a pump for the sprayer, the operator needs to know what the expected range of flow rates and operating pressures are likely to be. After establishing this, the operator should carefully examine each pump’s performance curve (which shows the pump’s flow rate at different pressures) to see which model suits their requirements.
Evaluating the performance curve is particularly important when considering purchasing a centrifugal pump or a 12-volt diaphragm pump. Pump manufacturers generally quote performance figures of ‘maximum flow at no pressure’ and ‘maximum pressure at no flow’.
The main factors to look at when choosing between diaphragm and centrifugal pumps are the operating pressure required by the nozzles you have chosen to use, and the total volume required (e.g. for the boom and for agitation).
Determining pump capacity diaphragm pump example
7 January 2025Determining Pump Capacity - diaphragm pump example.
Bill Gordon: Ok, this is a trailing rig fitted with a diaphragm pump. You can actually see the piston heads here. This may look like a large pump, it's quite a big size. We want to read the tag – it only does 250 litres in a minute. When you compare that to a hydraulically driven centrifugal pump or a snail shell sort of design about that big, some of them will punch out up to 800 litres a minute, but some of them in the same size will only do 150 litres a minute, so the tag is very important.
When I look at this particular one, this diaphragm pump, what we call positive displacement. When it shifts the liquid, all of it has to go somewhere. So if I look at a 36-metre boom at the back of this sprayer and say, well, that's 72 nozzles. If they're doing a litre a minute, then seventy litres a minute are going to the boom. If this was operating at full capacity, that's only leaving me, what, about a hundred and forty litres to return to the tank if everything is operating at full capacity.
This machine has a six-and-a-half-thousand-litre tank, and ideally, we want to shift about two to three percent of that volume per minute. In other words, we want to turn over the whole tank volume within 15 or 20 minutes. So we start at six and a half thousand litres, that's 3 litres in a hundred or 30 in a thousand, and six and a half times that. My rough math says about 200 litres a minute is required for agitation. Now, if the boom is taking 70 litres a minute, even with a lilac nozzle, we're not returning enough volume to the tank.
This pump is probably a little bit under capacity for this size tank, and the thing we need to be aware of is that these diaphragm pumps will lose about three percent capacity each year. So if it's six or seven years old, it might have lost twenty percent of that capacity, and the agitation is going to get worse over time. So when we think about the chemicals we're putting in the tank, make sure we've got enough capacity in the pump so we can turn over the volume.
So if you're ordering a new sprayer and you're going to a larger tank to get more productive, think a lot about the pump and the capacity that it has. So what you're putting out the boom, what's left will go through the tank. But think about how it's going to perform in five or ten years because that capacity will go down.
Diaphragm pumps
Diaphragm pumps are good for maintaining the flow rate (litres per minute) across the entire pressure range the pump is rated for. For example, the same diaphragm pump can deliver 170L/min at 2.0 bar pressure and 165L/min at 15.0 bar pressure.
Diaphragm pumps are designed to operate at either 540 RPM or 1000 RPM, depending on the make and model of the pump, and may be PTO-driven or hydraulically driven.
Find out more
For more information on how different pump types work, go to: sprayers101. com/sprayer-pump
AR150 diaphragm pump

{kind=link}
There will be an impact of the RPM on pump performance and output. For example, the same diaphragm pump at 450 RPM will produce 135L/min, at 500 RPM will produce 150L/min and at 550 RPM will produce 165L/min.
If using a PTO to drive the diaphragm pump, it is important that the draw bar pin is as close as possible to the halfway point between the two yolks. If this is not practical, you may need to use a wide-angle shaft, with the wide-angle-yolk end most commonly fitted to the tractor. Alternatively, a double bearing block can be installed on the chassis of the sprayer pull.
If using a hydraulic drive system for a diaphragm pump, it is important to have an aluminium block on the hydraulic motor that will not allow the pump to be run at more than 540 RPM. The hydraulic return line for the drive system, should be ¾” and must go back to the ‘return’ on the tractor hydraulic system, not the ‘remotes.
Tip
540 RPM diaphragm pumps need to run at a minimum of 450 RPM and a maximum of 540 RPM.
Diaphragm pumps require a pressure-relief valve
It is essential to install a pressure-relief valve between the pressure outlet of the diaphragm pump and before any other spray components (including the pressure filter). A diaphragm pump must never be dead-headed (no pressure escape should the boom or plumbing become blocked).
The bypass from the pressure-relief valve must be returned back to the main spray tank unrestricted (preferably to the top of the tank). The bypass from the pressure- relief valve, and bypass from the regulating valve can both be connected into a common return line to the top of the main spray tank.
The bypass from a pressure-relief valve should never be connected to an agitator.
Tip
Always match the pressure rating of the pressure-relief valve to the pump’s maximum operating pressure. For example, if the spray pump has a maximum pressure of 8.0 bar, it would not be a good idea to install a 10.0 bar pressure-relief valve. If the pump was not performing correctly, it may be tempting to screw the pressure relief T-handle in, which may dead-head the pump.
Centrifugal pumps
Centrifugal pumps are good at delivering larger volumes of flow, generally at lower operating pressures (ideally at pressures less than 5.0 to 6.0 bar).
A Hypro® centrifugal pump

{kind=link}
The performance of a centrifugal pump is highly dependent on the hydraulic oil flow to the pump’s motor.
For example, for a particular brand of centrifugal pump and hydraulic motor combination:
at an oil flow of 56.8L/min, the total output is 830L/min at 2.8 bar and 72L/min @ 7.6 bar;
at an oil flow of 60.6L/min, the total output is 830L/min at 2.8 bar and 159L/min. at 8.3 bar; and
at an oil flow of 64.4L/min, the total output is 830L/min at 2.8 bar and 220L/min. at 9.0 bar.
Match the hydraulic motor to the tractor’s hydraulic system capacity
There are commonly five different models of hydraulic motors fitted to centrifugal pumps. It is important to match the hydraulic motor for the centrifugal pump to the actual tractor model and its hydraulic system capacity.
Always refer to the manufacturer’s technical literature for an appropriate pump model to match the hydraulic oil flow available on the tractor or sprayer.
Centrifugal pump with vent hose

{kind=link}
Tips
When using hydraulic-drive centrifugal pumps it is important to read the instructions, particularly the one requiring the installation of a vent line.
Use ¾” hydraulic hose for the hydraulic return line from the hydraulic motor, which must be returned to the dedicated ‘return’ fitting in the tractor, not ‘remotes.
When connecting all hydraulics for pumps, connect the return line first and then the pressure line. When disconnecting, remove the pressure line first and the return line last.
The flow from the outlet of the pump should go to the nozzles with the least number of fittings and bends in the hose. Make sure that any fittings used are the same size or larger than the outlet size on the pump.
It is not practical to service spray components if they are solid- mounted on the pump
Agitation systems
The agitation in the main spray tank must be able to agitate product that may have settled to the bottom of the tank when the pump has been turned off, or wherethe products were not correctly mixed. This is particularly important when using powdered or granular formulations.
There are two main types of agitation system: Venturi and sparge.
Venturi agitators are normally used with diaphragm pumps (at high pressure) and sparge agitators are mainly used with centrifugal pumps (at high volume).
Venturi agitators in a John Deere sprayer

{kind=link}
Venturi agitators require both pressure and flow to perform correctly. Most manufacturers of Venturi agitation systems only provide performance information for operating pressures above 5.0 bar.
Sparge agitation systems are relatively simple, comprising a tube running the length of the tank with a series of holes in either side of the tube to direct liquid downwards and to the sides of the tank. The sparge tube is normally placed quite low in the tank to ensure the liquid flow is able to move product that may have settled. However, to be able to do this, a high volume of liquid must flow through the sparge tube.
Sparge agitation tube in the base of a Rogator® tank

{kind=link}
Tips
It is ideal to have a dedicated agitation pump, especially with the larger main spray tanks that many modern sprayers have.
If you are using the spray pump for both product transfer and spraying it is important to have two separate pressure-regulation systems. One system for spraying and agitation, e.g. a pressure-relief valve set at 6.0 bar, and the second system set at 10.0 bar for transfer. If using only one regulation system (for boom, agitation and filling) which has been set to around 10.0 bar for transfer, the performance of the sprayer could be compromised because the regulating valve could be in the wrong position, which will greatly affect the sprayer’s ability to adjust the application rate in response to changes in speed or section control.
Determining required pump capacity (for boom flow and agitation)
To determine the pump and plumbing capacity required for the sprayer, the operator must consider the range of flow rates that are likely to be required by the boom, as well as the additional capacity required to run the agitation system efficiently.
Working out the pump capacity required for a sprayer
Hypro Pumps recommends that:
“The flow required from the pump should be the total of the flow required for the boom, plus the flow required for agitation, plus another 20% for a buffer.”
As a guide, agitation requirements for different products in the tank mix are as follows:
for liquid products, the agitation requirement is the tank volume x 0.05 in litres per minute; and
for powders or flowables the agitation requirement is tank volume x 0.125 in litres per minute.
(Source: Hypro Pumps, Spray Pumps Product Catalogue, 2024.)
It may be useful to complete the following exercise to determine the required pump capacity, and to also consider the pressures required to operate the nozzles and agitation system effectively.
The following example considers the flow rates required to match the boom width and application rates (L/ha) at a range of spraying speeds.
Example: Flow requirements for a 24m sprayer, with a 4000L tank, plumbed in seven sections (of equal length) at three common application volumes and three spraying speeds.
Total flow calculations

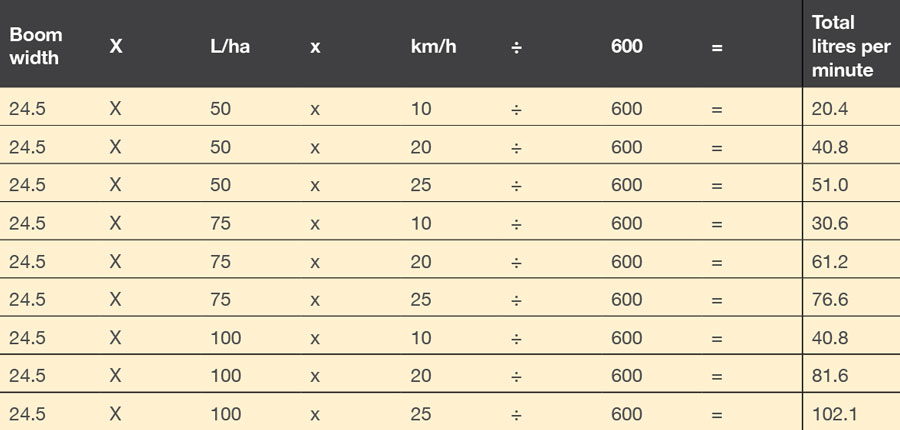{kind=link}
Using the above calculations, the operator can determine that for this example they will require a pump and plumbing system that can handle flow rates from 20.4L/ min to 102.1L/min for the main hoses and fittings, and flow rates from 2.9L/min to 14.6L/min for the boom section components and fittings (total boom flow ÷ 7 sections).
Tip
If section widths are not even, work out the proportion of flow to each section to determine the most appropriate capacity for valves, components and fittings.
Agitation requirements
From the previous example, using a 4000L main spray tank, the spray pump needs to be able to deliver 102L/min to the nozzles plus capacity to deliver an additional 500L/min (tank volume x 0.125) for agitation, assuming dry formulations or suspension concentrates are used at some time throughout the year.
From the above example, the total flow required from the pump, when applying liquids at 100L/ha and 25km/h is 102L/min (for the boom) + 500L/min (for agitation) + 20% (buffer) = 722.4L/min capacity (at the required operating pressure).
It may be possible to use a Venturi agitator to achieve the above requirements, but it would be important to check the pressure or flow requirements and ratings for the particular brand of Venturi agitator you may be considering, as some models require a minimum of 5.0 bar pressure to start the agitator.